

ЛАЗЕРНАЯ СВАРКА ТИТАНОВЫХ СПЛАВОВ МОЩНЫМ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ
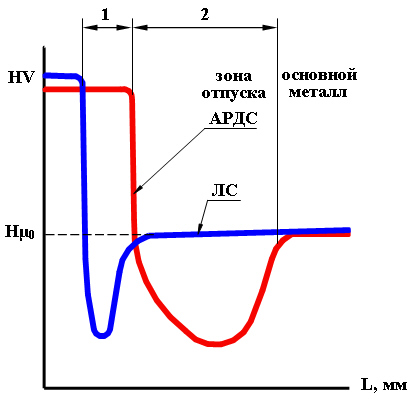
Изменение величины зоны термического влияния титанового сплава при замене аргонодуговой сварки на лазерную
1 – Зона отпуска при лазерной сварке; 2 – Зона отпуска при аргоно-дуговой сварке
HV – Микротвердость шва; Нμ0 – Микротвердость основного металла
ЛС - лазерная сварка; АРДС - аргонодуговая сварка
Разработана технология лазерной сварки титановых сплавов. Проведенные исследования показали, что по качеству формирования и механическим свойствам сварные соединения, выполненные лазерной сваркой, не уступают сварным соединениям, выполненным аргоно-дуговой сваркой, и при этом имеют также следующие преимущества:
- лазерная сварка позволяет снизить погонную энергию по сравнению с аргоно-дуговой сваркой в 3...5 раз, соответственно в 3...5 раз снизить уровень максимальных остаточных деформаций в направлении шва;
- лазерная сварка позволяет снизить, по сравнению с аргоно-дуговой сваркой, эффект снижения поперечных деформаций в 5...7 раз;
- лазерная сварка позволяет избежать потери устойчивости сварных узлов и тем самым обходиться без последующей технологической операции – механической правки сварных элементов;
- сварные соединения титановых сплавов, выполненные лучом лазера, являются равнопрочными основному металлу;
- лазерная сварка обеспечивает высокую сопротивляемость титановых сплавов образованию холодных трещин;
- минимальное значение поперечных и продольных деформаций при лазерной сварке титановых сплавов позволяет производить сварку деталей прошедших окончательную механическую обработку;
- лазерная сварка позволяет сделать технологическую операцию сварки окончательной сборочной операцией.